Paggamot sa pundasyon ng site
1. Bago ilagay ang HDPE geomembrane, ang laying base ay dapat komprehensibong suriin kasama ng mga kaugnay na departamento.Ang laying base ay dapat na solid at patag.Walang mga ugat ng puno, mga durog na bato, mga bato, mga konkretong particle, reinforcement head, glass chips at iba pang mga debris na maaaring makapinsala sa geomembrane sa loob ng vertical depth na 25 mm.Gumamit ng wheel compactor para mag-compact para maalis ang mga marka ng sasakyan, mga bakas ng paa at mga bukol sa lupa.Bilang karagdagan, ang mga umbok ng lupa na mas malaki sa 12mm ay dapat ding tadtarin o siksikin.
2. Kapag ang HDPE geomembrane ay inilagay sa backfill, ang compactness ng backfill ay hindi dapat mas mababa sa 95%.
3. Ang pundasyon ng site ay dapat na walang water seepage, sludge, ponding, organic residue at mga mapanganib na substance na maaaring magdulot ng polusyon sa kapaligiran.Ang sulok ng base ay dapat na makinis.Sa pangkalahatan, ang arc radius nito ay hindi dapat mas mababa sa 500 mm.

Mga teknikal na kinakailangan para sa pag-install ng geomembrane ng HDPE.
1. Ang pagtula at hinang ng HDPE geomembrane ay dapat isagawa sa panahon kung saan ang temperatura ay higit sa 5 ℃ at ang lakas ng hangin ay nasa ibaba ng Grade 4 nang walang ulan o niyebe.
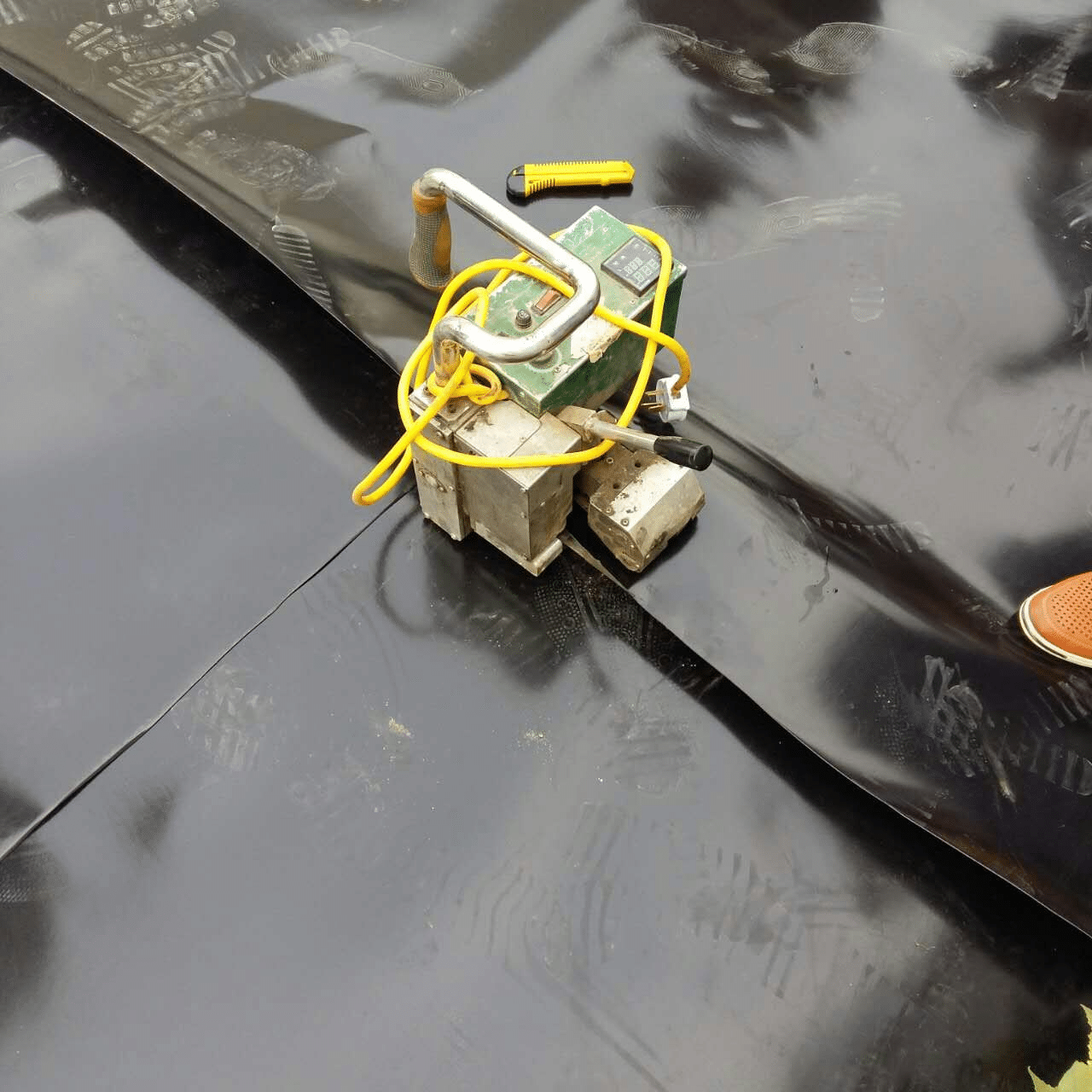
2. Ang proseso ng pagtatayo ng HDPE geomembrane ay dapat isagawa sa sumusunod na pagkakasunud-sunod: geomembrane laying → lapping welding joints → welding → on-site inspection → repair → re inspection → backfilling.
3. Ang magkakapatong na lapad ng mga joints sa pagitan ng mga lamad ay hindi dapat mas mababa sa 80mm.Sa pangkalahatan, ang direksyon ng magkasanib na pag-aayos ay dapat na katumbas ng pinakamataas na linya ng slope, iyon ay, dapat itong ayusin sa direksyon ng slope.
4. Sa panahon ng paglalagay ng HDPE geomembrane, ang mga artipisyal na wrinkles ay dapat iwasan hangga't maaari.Kapag naglalagay ng HDPE geomembrane, ang pagpapalawak ng pagpapapangit na dulot ng pagbabago ng temperatura ay dapat na nakalaan ayon sa lokal na hanay ng pagbabago ng temperatura at ang mga kinakailangan sa pagganap ng HDPE geomembrane.Bilang karagdagan, ang halaga ng pagpapalawak ng geomembrane ay dapat na nakalaan ayon sa terrain ng site at ang pagtula ng geomembrane upang umangkop sa hindi pantay na pag-aayos ng pundasyon.
5. Pagkatapos mailagay ang geomembrane ng HDPE, ang paglalakad sa ibabaw ng lamad at mga tool sa paghawak ay dapat mabawasan.Ang mga bagay na maaaring magdulot ng pinsala sa HDPE geomembrane ay hindi dapat ilagay sa geomembrane o dalhin sa geomembrane upang maiwasan ang aksidenteng pinsala sa HDPE membrane.
6. Ang lahat ng mga tauhan sa lugar ng pagtatayo ng pelikula ng HDPE ay hindi dapat manigarilyo, magsuot ng sapatos na may mga kuko o mataas na takong na matigas na sapatos upang lumakad sa ibabaw ng pelikula, o makisali sa anumang aktibidad na maaaring makapinsala sa hindi natatagusan ng pelikula.
7. Pagkatapos mailagay ang HDPE geomembrane at bago takpan ang protective layer, isang 20-40Kg sand bag ay dapat ilagay sa sulok ng lamad bawat 2-5m upang maiwasan ang geomembrane na matangay ng hangin.
8. Ang geomembrane ng HDPE ay dapat natural at malapit sa sumusuportang layer, at hindi dapat itiklop o isuspinde sa hangin.
9. Kapag ang geomembrane ay itinayo sa mga seksyon, ang itaas na layer ay dapat na sakop sa oras pagkatapos ng pagtula, at ang nakalantad na oras sa hangin ay hindi dapat lumampas sa 30 araw.
Ang pag-angkla ng HDPE geomembrane ay dapat isagawa ayon sa disenyo.Sa mga lugar na may kumplikadong lupain sa proyekto, ang yunit ng konstruksiyon ay dapat magmungkahi ng iba pang mga paraan ng pag-angkla, na isasagawa pagkatapos makuha ang pahintulot ng yunit ng disenyo at ng yunit ng pangangasiwa.

Mga kinakailangan sa HDPE geomembrane welding:
1. Ang nakapatong na ibabaw ng HDPE geomembrane weld ay dapat na walang dumi, buhangin, tubig (kabilang ang hamog) at iba pang mga dumi na nakakaapekto sa kalidad ng hinang, at dapat linisin habang hinang.
2. Sa simula ng hinang araw-araw (sa umaga at pagkatapos ng pahinga ng tanghalian), ang pagsubok na hinang ay dapat na isagawa muna sa site, at ang pormal na hinang ay maaari lamang isagawa pagkatapos na ito ay maging kwalipikado.
3. Ang geomembrane ng HDPE ay dapat na hinangin ng double track na hot-melt welding machine, at ang extrusion welding o hot-air gun welding ay dapat lamang gamitin sa mga lugar kung saan hindi maabot ng repair, covering o hot-melt welding machine.
4. Sa panahon ng pagtatayo, ang temperatura at bilis ng pagtatrabaho ng welding machine ay dapat iakma at kontrolin anumang oras ayon sa temperatura at materyal na mga katangian.
5. Ang HDPE film sa weld ay dapat i-welded sa kabuuan, at walang maling welding, nawawalang welding o labis na welding.Ang konektadong dalawang layer ng HDPE geomembrane ay dapat na lapped flat at banayad.
Kontrol sa kalidad ng weld
Sa pag-unlad ng konstruksyon, kinakailangang suriin ang kalidad ng welding ng HDPE film sa oras, at ayusin ang welding gamit ang hot air gun o plastic welding gun anumang oras para sa nawawalang welding at mga sira na bahagi ng welding.Ang mga tiyak na pamamaraan ay ang mga sumusunod:
1. Ang inspeksyon ay isinasagawa sa tatlong hakbang, katulad ng visual inspection, inflation inspection at damage test.
2. Visual inspeksyon: suriin kung ang dalawang weld ay flat, malinaw, wrinkle free, transparent, slag free, bubble, leak point, melting point o weld bead.
Ang visual na inspeksyon ay pangunahin upang maingat na suriin ang hitsura ng inilatag na geomembrane, kalidad ng weld, T-shaped welding, substrate debris, atbp. Ang lahat ng mga tauhan ng konstruksiyon ay dapat isakatuparan ang gawaing ito sa lahat ng proseso ng konstruksiyon.
3. Bilang karagdagan sa visual na inspeksyon, ang vacuum inspection ay dapat gamitin para sa higpit ng lahat ng welds, at ang self inspection ay dapat palakasin para sa mga bahagi na hindi ma-inspeksyon ng vacuum.
4. Ang lakas ng inflation na nakita ng inflation pressure ay 0.25Mpa, at walang air leakage sa loob ng 2 minuto.Isinasaalang-alang na ang nakapulupot na materyal ay malambot at madaling ma-deform, ang pinapayagang pagbaba ng presyon ay 20%
5. Kapag nagsasagawa ng tensile test sa sample na kinuha mula sa double rail weld, ang pamantayan ay ang weld ay hindi napunit ngunit ang ina ay napunit at nasira sa panahon ng peel and shear tests.Sa oras na ito, ang hinang ay kwalipikado.Kung ang sample ay hindi kwalipikado, ang pangalawang piraso ay dapat kunin mula sa orihinal na hinang.Kung ang tatlong piraso ay hindi kwalipikado, ang buong hinang ay dapat na muling likhain.
6. Ang mga sample na pumasa sa pagsusulit ay dapat isumite sa May-ari, sa Pangkalahatang Kontratista at mga nauugnay na yunit para sa pagsasampa.
7. Ang mga depektong makikita sa visual na inspeksyon, inflation detection at damage test ay dapat ayusin sa oras.Ang mga hindi maaayos kaagad ay dapat markahan upang maiwasan ang pagkukulang sa panahon ng pagkukumpuni.
8. Sa inspeksyon ng hitsura, sa kaso ng mga depekto tulad ng mga butas sa ibabaw ng lamad at nawawalang hinang, may sira na hinang at pinsala sa panahon ng hinang, ang sariwang base metal ay dapat gamitin upang ayusin sa oras, at bawat panig ng naayos na peklat ay lalampas sa nasira bahagi sa pamamagitan ng 10-20cm.Gumawa ng mga talaan.
9. Para sa naayos na hinang, ang detalyadong visual na inspeksyon ay dapat isagawa sa pangkalahatan, at ang pagpapalabas ay dapat isagawa pagkatapos makumpirma na ang pagkukumpuni ay maaasahan.
Oras ng post: Dis-14-2022